
1.ǰ��
CO2���w���o����������Ѓ��|���r������Ч�ȃ��c��Ŀǰ�ѱ����������ڹ��I�c����䓽Y��ʩ���У����Ќ�о���zCO2�����w���o���������V�������I�ܵ�����ʩ���������ǬF�����b���ӽ�������ȫλ�ú��ӣ���о���zCO2���w���o�������������c���^�y�m��ȫλ�ú��ӣ���������ĬF�����b���Ӳ��ò��Բ��Â��y���ֹ�늻�����r��ߵ�ˎо���z�M�к��ӡ��@�Ӵ������ʩ���ɱ���ʩ�����ڡ����˽�Q�@һ���}���͌�о���zCO2���w���o����ȫλ�ú��ӕr�ĺ����¿���ʽ����ˇ����������Ҫ�c�M���˴������о���
2.ԇ��ò��ϵ�����
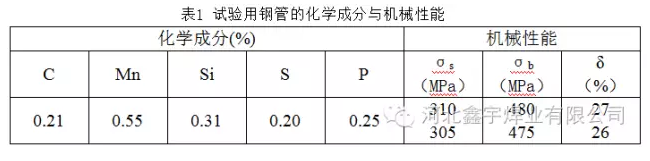
2.1 䓹ܵ�Ҏ���c���ܣ�ԇ��x����Ҏ���Φ402X9mm��20̖䓹ܣ��仯�W�ɷֺ͙Cе����Ҋ��1��
2.2���Ӳ��ϵ���̖�c���ܣ�ԇ��x��������GHS-50(ER70S-6)Φ1.2mm���z��ԓ���z��������AWS�˜����a�����|�ஔ���҇�ER50-6���z���仯�W�ɷ��c�Cе����Ҋ��2��

2.3���o���w��Ҫ���x����CO2���w���o�����o���w�ļ��������Ǻ�ˮ���������|���ĺÉ�����ҪӰ푣��������ձ��ȇ����Ќ��T�ĺ��Ӛ��w�|��Ҫ�����к�ˮ��Ҫ����0.005�����҇�������CO2���^ȥ�����ϲ��û����S��ᄾƏS�ĸ��aƷ�������ˮ������������ˮƽ�����҇����P�˜ʵ�Ҫ������CO2�ļ���≥99.5������ˮ��≤0.05�������Hԇ��Ú��w�ļ���Ҋ��3��

3�������¿���ʽ
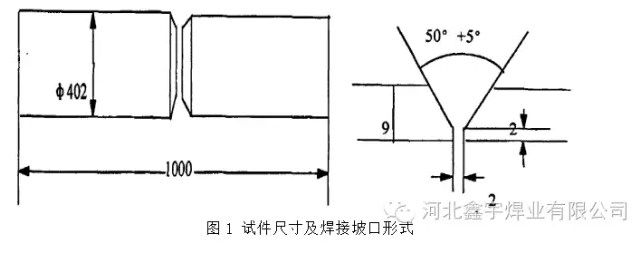
ԇ��λ�Þ�䓹�ˮƽ�̶�ȫλ�ú��ӣ��ÙCе�ӹ��Ƃ䡣ԇ���ijߴ缰�¿���ʽԔҊ�D1���¿ڲ��ÙCе�ӹ��Ƃ䡣
4��ԇ���ĺ���
ǰ���ѽ��ᵽ������о���zCO2���w���o����ˇ���ԣ�ˮƽ�̶���ȫλ�ú������y�����ĺ���λ�ã�������x����m�ĺ��ӹ�ˇ�������������_�IJ����ַ��dz���Ҫ��
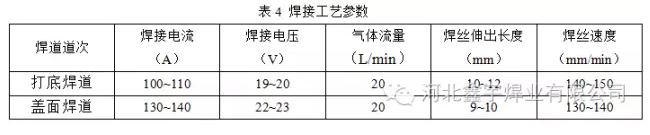
4.1���ӹ�ˇ���������^����ԇ�_�����ӹ�ˇ����Ҋ��4��
4.2����ԇ���ęz���ÈD1�o�����¿ڳߴ�ͱ�4��ʾ�ĺ��ӹ�ˇ�����M�������Mԇ���ĺ��ӡ����p�����^�z�����I�ܵ�ʩ�������Ҏ�̡�(GB50236)�е�Ҫ���M���u�������|�����_����I��Ҫ���ӽ��^�����|����GB3323�˜��M��X�侀̽����II���ϸ����Mԇ����I��һ����II���ɼ���ȫ����ϸ�
4.3���ӽ��^�Cе���ܙz�������I�ܵ�ʩ�������Ҏ�̡�(GB50236)��Ҫ��ȡ�ɽM���Ӻ���ԇ��(�o�p̽��I����II����һ��)��ÿ�Mԇ���քeȡ�ɂ�����ԇ�����ɂ��揝���ɂ�����ԇ���M��ԇԇ�Y��Ҋ��5��
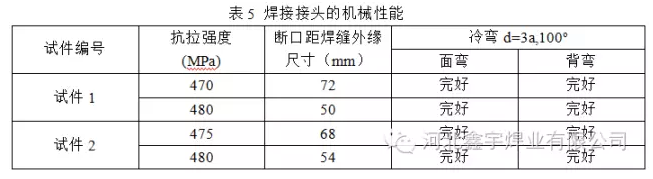
�����z�Y���C��������CO2���w���o�����������Mԇ�����^�|�����M��˜�Ҫ��
5��ʩ������
���̽��O�����У��д���ֱ����300~600mm֮�g�Ĺ��I�ܵ�ʩ�����ӣ�ͨ�^���ԇ���Y�����m�ϬF��ʩ���Č�о���zCO2���w���o�����ӹ�ˇ�����͌��H����Ҫ�I������֮���õ��ˌ��`�С�
5.1���Ӳ���Ҫ�I����о���zCO2���w���o���IJ����cһ���ֹ�늻���������ͬ�����д�����IJ���������Ҫע�⡣ͨ�^ԇԓ�������Ӳ���Ҫ�c���£�
(1)�M�д�������ӕr�����������^�쵽�۳ص�ǰ����һ��С�ף�ԓС�ĵ�ֱ���S����2mm���ҡ���С��ֱ��׃С�r���f�������ٶ�ƫ�죬���a��δ�����@�r��Ҫ���ͺ����ٶȣ���С��ֱ��׃��r���f�������ٶ�ƫ�������ڟ����Ŀ����ԣ��ʑ��m����ߺ����ٶȡ��m�ϵĺ����ٶ��£��۳�ǰ���С�����ϾS�̶ֹ��ijߴ硣
(2)���z����L��ֱ��Ӱ�늻�ȼ���ķ����Ժ͚��w�ı��oЧ�����^�LӰ푚��w���oЧ�����^�̄t�������w�R�p�ć��죬�Һ��������^���۳ء����ӕr���z����L����ó��^���zֱ����10����
(3) CO2���w���o���ĺ��Ӆ����{������խ�����������M�йܵ�ȫλ�ú��ӕr����횇���Ҏ���Ĕ�ֵ�O�����ӹ�ˇ�������e�Ǻ���늉����{�����ȃH��1~2V��’
‘
5.2 CO2���w���o���ă��c�������Ĺ��̑��ñ�������о���zCO2���w���o�����������c:
(1)�������ߺ���Ч�ʣ��s��ʩ�����ڡ�CO2���w���o��늻�����������������۷�Ч�ʸߣ������aЧ�ʿɱ��ֹ�늻������2~3����
(2)����ʩ���|������������CO2���w���o�����p���ٺ������ͣ����Ѓ����Ŀ������ܣ������^���Пo���������^����ƺ����|�����p�ٺ���ȱ�ݣ����ӕr늻������������^������ͺá��������^���T��Ӗ���������ղ���Ҫ�I��������������λ�ã����ֹ�늻���������ʩ����
(3)�����̳ɱ������I�ܵ��F�����bʩ���У�����������Ҫ��ʩ������о���zCO2���w���o�����ڲ����˃r�����������Č�о���z��CO2���w�����Ӻ�������ֹ�늻����ɽ���l��3���ң����ϸߵĺ���Ч�ʺͷ����ĺ����|�������ԓ�������ڌ��Hʩ���о������@�Ľ���Ч�档
6���Y
ԇ��о����̑��ñ�������о���zCO2���w���o�������ڹ��I�ܵ�ʩ���������ǿ��еģ��@һ�����ڹ���ʩ���еđ��óɹ�����־���҇���CO2���w���o����ˇ�đ���������V���������ƏV�����@һ��Ч�����M�ĺ��ӹ�ˇ����Ȼ���o��I�͇��҄������Ľ���Ч�棬ͬ�rҲ������������Ч�档
����֪�RՈ�Pע�ӱ�����I����˾�Ź���̖��


